NT702B NT700系列中,适用性最强的产品,具有灵活易用和低成本的特点。适用于小批量生产。
NT702B 的生产效率不高,需要多台设备才能满足较大的批量。 NT702B适合如下场景:
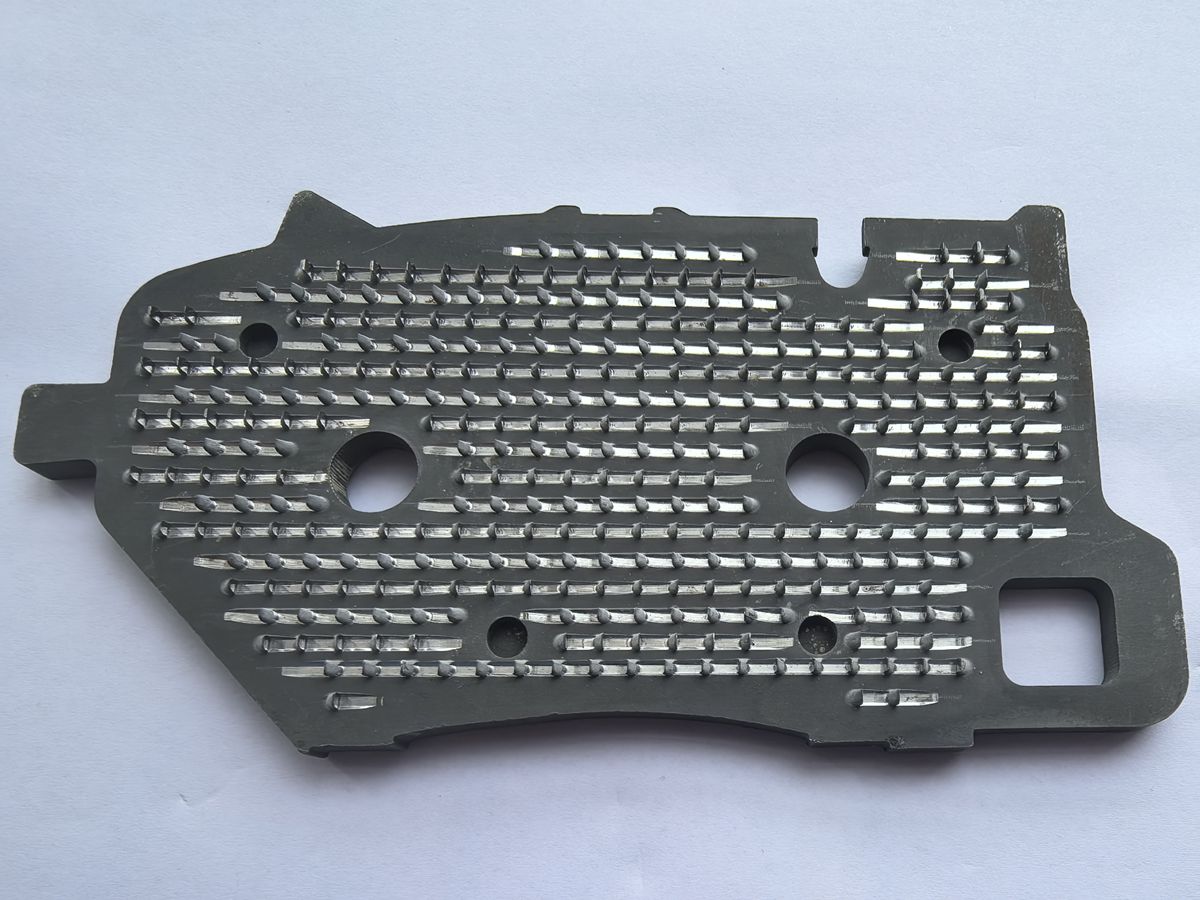
钢背材料 常用的钢背的材料有:Q235B;Q345;S500Q等。
其它条件不变的情况下,材料的屈服极限越低,铲削得到的钩刺越低。 钢材应采用正规厂家合格产品,硬度均匀,不含硬点。 加工之前,钢背应通过抛丸、喷砂等工艺,去除其表面的氧化皮。 钢背必须平整,边缘无毛刺。